Yn it lêste nijs, in ûntwerp metoade fan grutte-size strip ultrasone plastic welding slotted joint waard foarsteld en ferifiearre troch eksperiminten.As earste, de strip welding hoarn is ridlik ferdield yn ferskate ienheden, sadat it ûntwerp fan slotted welding hoarn mei komplekse struktuer wurdt omfoarme ta it ûntwerp fan ienfâldige welding hoarn ienheid.Dan de mienskiplike elemint wurdt ferlike mei de heale wave oscillator mei gelikense seksje sjoen coupling trilling.De frekwinsjefergeliking fan it gewricht wurdt krigen troch it konsept fan lykweardige meganyske impedânsje te brûken.
Ta beslút, de ynfloed fan slot number, slot breedte en slot lingte op de trilling skaaimerken fan welding gewrichten waard studearre mei help fan de fergeliking.Neffens dizze metoade waarden ferskate groepen fan grutte strip grooves ûntwurpen en machined.De eksperimintele resultaten litte sjen dat de mjitten en teoretyske wearden fan 'e resonânsjefrekwinsje fan' e laske gewrichten goed oerienkomme.
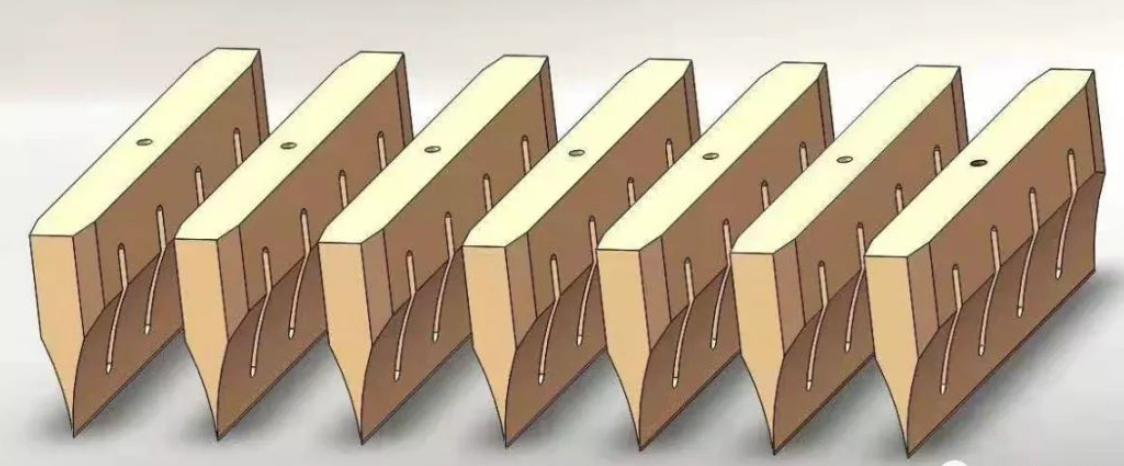
Lykas werjûn yn de figuer hjirûnder.De lingte, breedte en dikte fan de welding hoarn binne L, B en T respektivelik.Oannimme de z-as as de eksitaasjerjochting fan 'e transducer.By de wurkje frekwinsje, de rjochthoekige welding joint sil produsearje earste-order longitudinale trilling yn de Z rjochting.Foar strip welding gewrichten, L≥2T, B en L kinne wurde fergelike, sadat de transversale trilling fan de welding gewrichten yn 'e X rjochting kin wurde negearre.
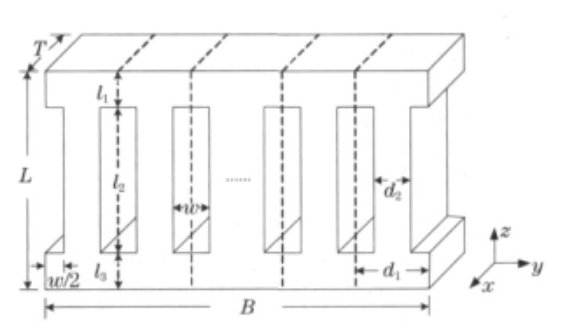
Omdat de transversale trilling yn y rjochting hat grutte ynfloed op de longitudinale trilling, it wurdt meastal similearre troch slotting.De welding hoarn is ferdield yn (n + 1) ienheden troch unifoarm apning n slots yn de Y rjochting.De breedte en lingte fan elk slot binne respektivelik W en L2, en de slots wurde skieden fan de ynfier- en útfier einen fan de welding hoarn respektivelik l1 en L3.Om derfoar te soargjen dat elke ienheid is folslein gelyk, moatte grooves fan breedte W / 2 wurde iepene oan beide úteinen fan 'e dwerse welding hoarn.Sa, elke welding mal ienheid is in gearstalde trapezoidal hoarn mei in rjochthoekige seksje.Oannommen dat de breedte oan beide einen en yn 'e midden fan elke ienheid D1 en D2 is, kin it hjirboppe sjoen wurde: L= L1 + L2 +L3
Troch itselde patroan tusken de eleminten sil de útfieramplitude fan 'e weld ek it patroan trilje, en as kombineare sil de ultrasone hoarn ek dit patroan hawwe, sadat it ûntwerp fan' e ultrasone skimmel sil ferienfâldige wurde oan it ûntwerp fan elke elemint.Dêrneist is it relatyf unifoarm.Om effektyf ûnderdrukke de dwerse trilling en soargje dat de welding hoarn hat in fêste stivens, de breedte fan de welding hoarn ienheid dield troch de groove is algemien yn!/8 ~!/ 4 (! Is de golflingte fan de earste-oarder longitudinale trilling modus fan de welding hoarn), en de ideale breedte fan it slot giet oer!/ 25 ~!/20 [7], it grooving oantal welding gewrichten kin bepaald wurde neffens de boppesteande kritearia.Omdat de breedte fan de welding hoarn ienheid oer it algemien net mear as!PI /4, dus it kin sawat analysearre wurde troch iendiminsjonale teory.Eltse welding ienheid yn ienheid 1 kin wurde beskôge as besteande út trije rjochthoekige equisectional bars.
Aluminium alloy 7075 (Young syn modulus E = 7,17 * 1010N / M2 tichtheid ρ = 2820 kg / m3, Poisson syn ratio V = 0,34) waard selektearre foar welding horn.Fergelikingen (1) ~ (3) en (6) waarden brûkt om te berekkenjen it oantal n, lingte L2 en breedte W fan ferskillende slots .Doe't de resonânsjefel lingte L fan 'e strip welding hoarn feroaret mei de breedte B, feroaret de resonânsjefel lingte L fan' e strip welding hoarn mei de breedte B. De berekkene resonânsjefel frekwinsje f = 20kHz, L1 = L3 foar ienfâld.Doe't it slot lingte en breedte binne konstante, feroaret de resonânsjefel lingte mei de weld horn breedte as it slot nûmer is oars.L2 = 60 mm, W = 10 mm.As kin sjoen wurde út Fig.2, foar de slotted welding hoarn werjûn yn Fig.1, de earste-order resonânsje lingte is lytser as dy fan de unslotted welding hoarn berekkene neffens ien-diminsjonale teory (126mm), en de resonânsjefel lingte fan de welding hoarn nimt ta mei de tanimming fan de breedte fan de welding hoarn, mar de ferheging nimt ôf stadichoan.Dêrneist, doe't de resonânsjefel frekwinsje en de weld breedte binne konstante, de resonânsjefel lingte fan 'e weld nimt ôf mei de tanimming fan it slot getal.
Dêrneist waarden trije laske gewrichten fan ferskillende dikte machined mei aluminium alloy 7075 (itselde materiaal as hjirboppe).De dikte T fan dizze trije laske gewrichten en de mjitten harmonische trillingsfrekwinsje FM waarden jûn.As de dikte fan 'e weldinghoarn minder dan in kwart fan' e golflingte is (hjir is 63 mm), is de ôfwiking tusken de mjitten frekwinsje en de ûntwerpfrekwinsje minder dan 2%, wat kin foldwaan oan 'e easken fan technyske applikaasjes.
De lange strip ultrasone plastic welding joint waard ridlik ferdield yn ferskate gelikense eleminten en de frekwinsje fergeliking fan de mienskiplike elemint waard ôflaat troch transfer matrix metoade.As de breedte en de kwantiteit en grutte fan it slot binne bekend, de fergeliking kin brûkt wurde foar in ûntwerp fan de strip mienskiplike, dus in teoretyske basis foar it ûntwerp fan de strip joint.Dit papier analysearret ek de ynfloed fan slot number, slot breedte en slot lingte op de welding joint grutte troch foarbylden.It kin sjoen wurde dat dizze metoade ek hat in bepaalde ynfloed op it optimalisearjen ûntwerp fan de welding joint

Split groove nei strip welding hoarn trilling analyse, de welding hoarn kin wurde ferdield yn de ein ienheid lichem en middelste ienheid sel, mei help fan de metoade fan skynbere elasticiteit metoade en effekt fan transmissie line, de lingte fan de fjouwer ferskillende ienheden wurde respektivelik jûn en de rjochting fan 'e hege graad fan frekwinsje fergeliking, de frekwinsje fergeliking kin brûkt wurde om te ûntwerpen in lange bar welding hoarn, mar it ûntwerp proses is yngewikkeld, De seleksje fan guon parameters hinget ôf fan ûnderfining en is net handich foar engineering applikaasje.Yn dit papier, de strip welding joint wurdt ferdield yn ferskate gelikense eleminten troch ridlike slotting, en de frekwinsje fergeliking fan de welding mienskiplike elemint wurdt krigen troch transfer matrix metoade, dat jout in teoretyske basis foar it ûntwerp fan de strip welding joint.It ûntwerp hat ienfâldige teoretyske berekkening en foar de hân lizzende fysike betsjutting, dy't in ienfâldige en maklike metoade leveret foar it technysk ûntwerp fan strip
welding joint.

Post tiid: Mar-17-2022